|
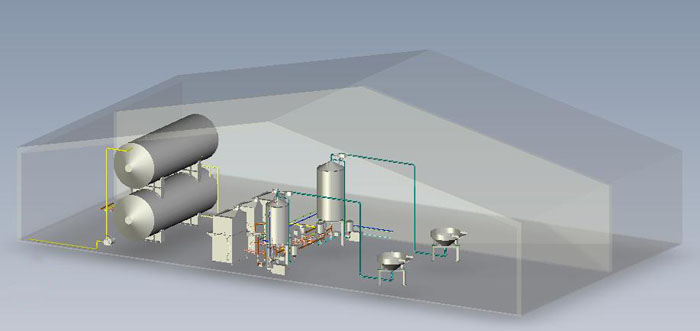
Алгоритм работы технологической линии производства жидких пищевых добавок.
Дозирование сухих и жидких рецептурных компонентов в вакуумные смесители 3.1 и 3.2 осуществляется последовательно по трубопроводной системе с помощью вакуумных и/или винтовых насосов
Контроль веса дозируемых в технологический процесс сухих и жидких рецептурных компонентов осуществляется тензометрическими датчиками вакуумных смесителей 3.1 и 3.2 и визуально отображается на графическом дисплее, с возможностью суммирования веса закладки нескольких компонентов за цикл и обнуления показателей перед новым циклом приготовления.
1. Загрузка и дозирование в технологический процесс сухих рецептурных компонентов.
1.1. Доставка сухих рецептурных компонентов со склада на участок дозирования сухих компонентов осуществляется на паллетах, ручными гидравлическими подъёмными тележками.
1.2. Дозирование и контроль веса сухих рецептурных компонентов осуществляется тензометрическими датчиками бункеров 1.1 и 1.2 . Вес дозируемого в бункер компонента визуально отображается на дисплее, по одному на каждый бункер. Приборы располагаются рядом с бункерами. Дозирование и контроль веса сухих микрокомпонентов при загрузке мерных дозирующих воронок, осуществляется по шкале мерных воронок или предварительным взвешиванием на весах, не входящих технологическую линию.
1.3. Подача заданного веса сухих рецептурных компонентов из бункеров и мерных дозирующих воронок, в вакуумные смесители, осуществляется вакуумом по пневмопроводам, с помощью вакуумных насосов и электропневмоклапанов, открывающих и закрывающих подачу компонентов согласно технологической инструкции.
Контроль веса осуществляется двумя шкафами автоматики (по одному на каждый реактор) с помощью тензодатчиков установленных на реактора.
2. Загрузка и дозирование в технологический процесс жидких рецептурных компонентов.
2.1. Доставка жидких рецептурных компонентов со склада на участок дозирования жидких компонентов осуществляется на паллетах ручными гидравлическими подъёмными тележками.
2.2. Загрузка дозирующей ёмкости 2.1 жидкими рецептурными компонентами из автоцистерны осуществляется насосом. Подача из ёмкости 2.1 в вакуумные смесители 3.1 и 3.2 осуществляется вакуумным или винтовым насосом.
2.3. Подача воды в вакуумные смесители 3.1 и 3.2 осуществляется за счёт избыточного давления в системе водоснабжения. Дозирование осуществляется с помощью тензометрических датчиков и электрогидроклапанов.
2.4. Загрузка плавителей жира 2.2, 2.3 и 2.4 тугоплавкими рецептурными компонентами осуществляется с уровня пола вручную. Подача заданного веса жидких рецептурных компонентов из плавителей жира 2.2, 2.3 и 2.4 в вакуумные смесители 3.1 и 3.2, осуществляется последовательно вакуумом, по трубопроводу, с помощью вакуумных насосов и электрогидроклапанов.
2.5. Приборы контроля и автоматики управления технологическим процессом располагаются в одном общем пульте управления ( с термоизмерительными и регулирующими приборами, автоматами защиты, пускателями, реле, колодками и таймерами), и двух шкафах автоматики тензоизмерительной аппаратуры, по одному на каждый реактор. При этом приборы контроля и автоматики должны предусматривать возможность программирования до 7 каналов, на различные рецептурные веса. В нашем пульте управления мы располагаем 7 кнопок «старт», при этом каждая кнопка должна быть взаимосвязана с определенным каналом в шкафе автоматики, с помощью реле установленном в нашем пульте управления, таким образом, чтобы при нажатии на каждую кнопку «Старт» открывался определенный электрогидроклапан (через пускатель приводящий в движение электропривод клапана), при этом задействуется соответствующий данному клапану канал в шкафу автоматики, а при достижении определенного (заданного в канале) веса, сигналом от тензодатчиков в шкаф автоматики, реле соответствующего канала переключала питающую электропривод электрогидроклапана сеть и он реверсивно закрывался. Таким же образом происходит управление электромагнитными клапанами на впуск технологической воды и пропиленгликоля, с той только разницей, что кнопка «Старт» подает сигнал на пускатель, приводящий в движение соляноид, открывающий нормально закрытый электромагнитный клапан, а по достижении веса, сигалом от тензодатчиков, прибор и реле сеть размыкается и клапан нормально закрывается. В дальнейшем планируется этот процесс автоматизировать полностью, чтобы управление шло от компьютера, в котором будет задана программа с последовательностью включения того или иного клапана с каналом.
2.6. Для обеспечения более точного дозирования и полного освобождения трубопроводов от дозируемых компонентов, на трубопроводах, после электрогидроклапанов установлены обратные клапаны. После закрытия электрогидроклапана, за счёт отрицательного давления создаваемого вакуумным или винтовым насосом, открывается обратный воздушный клапан и оставшийся в трубопроводе продукт полностью дозируется в реактор, очищая трубопровод для следующего продукта. Количество продукта остающегося в трубе после закрытия электрогидроклапана, для каждого канала и на каждый компонент определяется экспериментально. Программирование веса дозируемых компонентов производится с учётом экспериментальных данных.
3. Приготовление функциональных пищевых ингредиентов.
3.1. Приготовление продуктов производится в вакуумных смесителях 3.1 и 3.2. объединенных между собой:
- системой вакуумирования технологических процессов, дозирования компонентов и приготовления готового продукта;
- системой дозирования и подачи сухих и жидких компонентов по пневмопроводам и трубопроводам;
- контроля объёма заполнения технологических аппаратов, посредством лазерных датчиков уровня в комплекте с дисплеями на 12 м3-емкости;
- системой контроля веса дозируемых компонентов, посредством тензометрических датчиков и расходомеров;
- системой контроля температуры технологических процессов, посредством температурных датчиков;
- системой диспергирования, гомогенизации и перемешивания в цепи циркуляционного канала;
- системой регулируемого нагрева компонентов паром и охлаждения готового продукта ледяной водой;
- системой подачи продукта на обработку, хранение и фасовку при помощи винтовых насосов.
3.2. Приборы контроля и автоматики управления технологическим процессом дозирования, приготовления и фасовки, должны обеспечивать заданную температуру нагрева паром и охлаждения ледяной водой, заданное давление в цепи циркуляционного канала и время технологических процессов.
Контроль и управление температурными режимами, осуществляется датчиками температуры и электромагнитными клапанами на впуск и выпуск пара и ледяной воды.
Контроль и управление давлением в цепи циркуляционного канала, осуществляется манометром, датчиком давления и регулируемой, посредством частного преобразователя, производительностью винтового насоса.
При этом наши пульты управления должны предусматривать последовательный нагрев паром (электромагнитный клапан на впуск пара, конденсатоотводчик, двухканальный измеритель-регулятор один канал на нагрев второй на охлаждение), последующее охлождения с помощью хладоносителя (ледяная вода) охлажденного в холодильной машине (два лектромагнитных клапана на впуск и выпуск хладоносителя), в период нагрева хладоноситель хранится в буферной емкости, при этом уровень в случае потерь хладоносителя должен пополняться (уровнемер, клапан-можно обычную сантехнику). Также пульты должны иметь пускатели для управления электрогидроклапанами и насосами на перекачку и рециркуляцию через диспергирующие головки.
4. Фасовка и упаковка готового продукта.
4.1. Готовый продукт винтовым насосом подаётся по трубопроводу на участок весового дозирования в асептическую упаковку Bag-In-Box.
Трубопровод должен иметь электромагнитный клапан на впуск пара, для его обработки. Клапан включается и отключается вручную посредство нажатия кнопок «Старт» и «Стоп», контроль температуры при этом не осуществляется.
4.2. Коробки Bag-In-Box укладываются на паллеты, обвязываются лентой, оборачиваются плёнкой и ручными гидравлическими тележками перевозятся на склад готовой продукции.
5. Управление
5.1. Управление технологическими процессами осуществляется через управление вакуумными и винтовыми насосами, электрогидроклапанами и электропневмоклапанами, датчиками уровня и температуры, с двух пультов управления (один в зале жиротопок и один в зале реакторов). В зале реакторов к пульту управления подключены два шкафа автоматики (по одному на каждый реактор) в которые вручную прописываются в определенный канал необходимые веса.
В дальнейшем вся система управления будет подключена к единому шкафу управления, с общим компьютером, в который будет введена программа последовательности технологических процессов и критические температурные, временные и количественные показатели.
6. Санитарная обработка
6.1 Санитарная обработка осуществляется путем частичного проведения технологического процесса с использованием моющих растворов, вместо рецептурных компонентов. |
|